发布时间:2020-09-04 23:27 已有: 人阅读
| 折弯是利用压力迫使材料产生塑性变形,从而形成具有一定角度和曲率形状的一种冲压工序。常用的折弯包括V型折弯、Z型折弯和反压折弯等。
1.折弯的高度
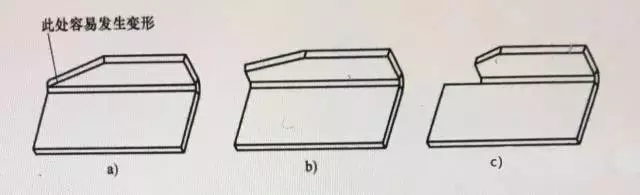
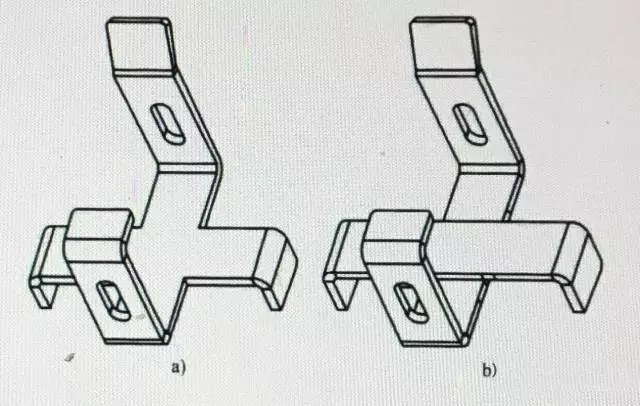
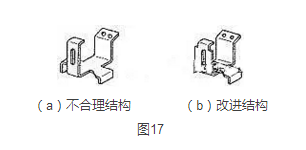
当折弯为斜边时,最容易发生因折弯高度太小而造成折弯扭曲变形的情况,如图,原始设计中,由于最左边折弯高度太小,折弯时容易发生扭曲变形,造成折弯质量低,在改进的设计中,可以增加左侧折弯的高度或者去除折弯高度较小的部分,这样钣金折弯时不会发生扭曲变形,折弯质量高。
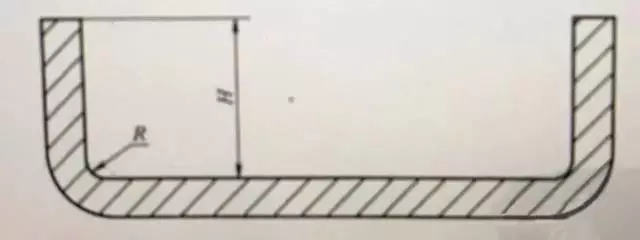
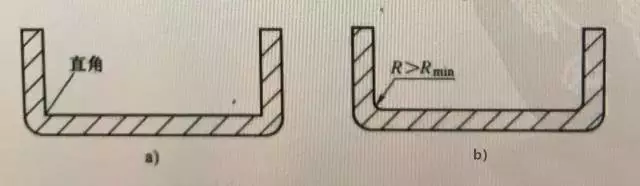
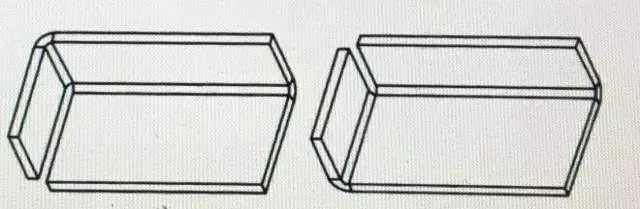
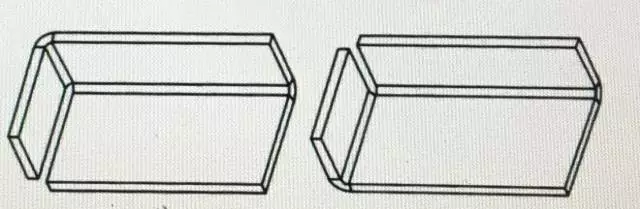
2.折弯半径
钣金原始和改进的折弯半径设计如下图:
钣金折弯半径不是越大越好,半径越大,折弯反弹越大,折弯角度和折弯高度越不容易控制,因此钣金折弯半径需取合理值。
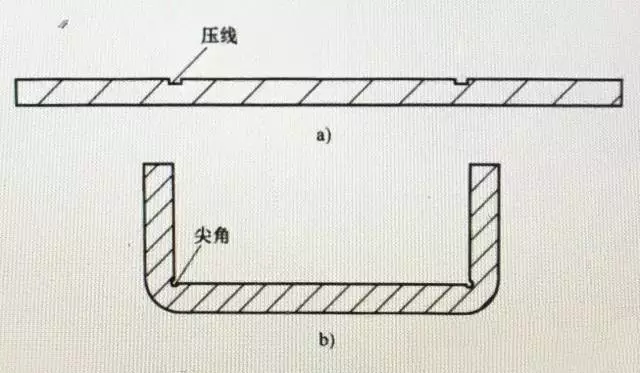
压线工序是强行局部排挤材料,在钣金上面挤出一条沟槽,以利于折弯,确保折弯精度的一种冲压工序。
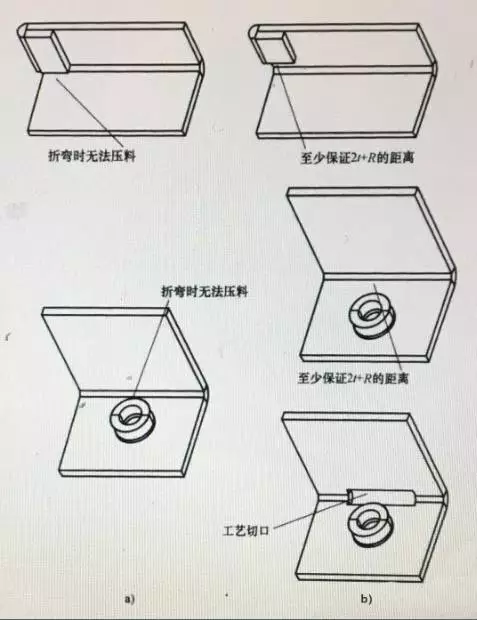
4.避免因折弯根部不能压料而导致折弯失败
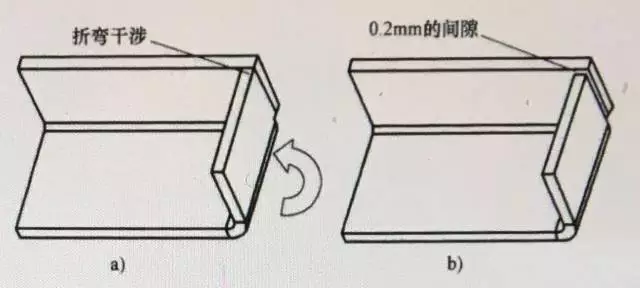
5.保证折弯间隙,避免折弯干涉
如上图的零件折弯顺序为上侧边先折弯,右侧边后折弯,原始设计中,两个折弯没有间隙,当上侧边折弯完成后,再将右侧边折弯时,由于钣金折弯公差的存在,很可能造成右侧边在折弯过程中与上侧边造成干涉,改进的设计中,右侧边与上侧边至少保留0.2mm的间隙,可以有效避免干涉。
7.减少折弯工序
8.避免复杂的折弯
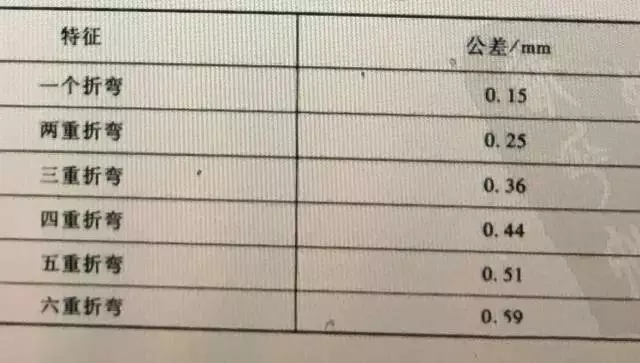
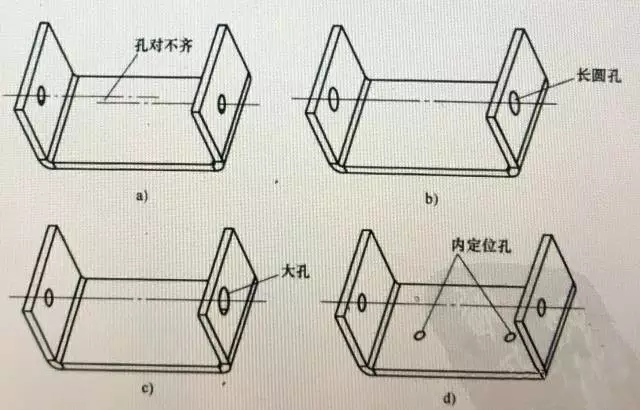
9.多重折弯上的孔很难对齐
钣金的折弯次数越多,折弯公差就越大,钣金的多重折弯很难保证尺寸的准确性,这就是钣金折弯上的螺钉孔、拉钉孔和自铆孔很难对齐的原因。
|
 各种规模的金融服务机构(FSI)都认识到,在满足严格的监管和合规性要求的同时,它们在提供差异化??服务方面竞争激烈。在最早的数字转换采用者中,FSI通……[详细]
各种规模的金融服务机构(FSI)都认识到,在满足严格的监管和合规性要求的同时,它们在提供差异化??服务方面竞争激烈。在最早的数字转换采用者中,FSI通……[详细]